International Journal of Civil Infrastructure (IJCI)
ISSN: 2563-8084

Volume 4 - Year 2021- Pages 61-67
DOI: 10.11159/ijci.2021.009
Effect of Fly Ash Additive on Mechanical Properties of Concrete
Conhyea M 1, Goodary R1
1Université des Mascareignes
Avenue de la Concorde, Roches Brunes, Rose Hill, Mauritius
Mahen.conhyea@gml.mu; rgoodary@udm.ac.mu
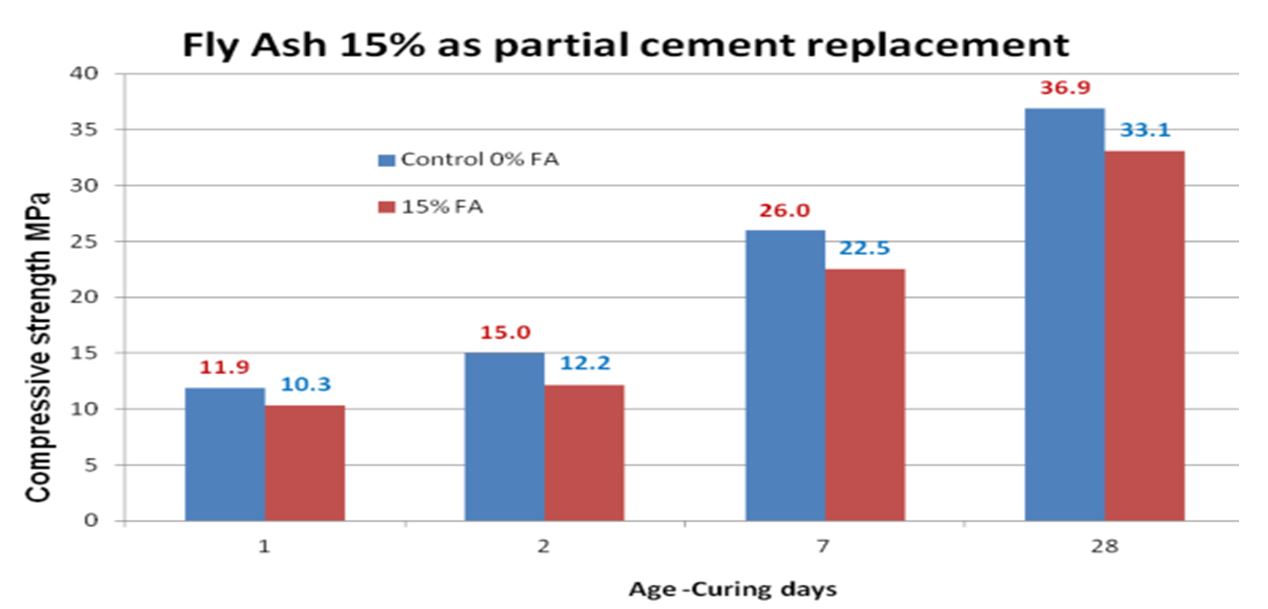
Abstract - The aim of this research is to investigate the effect of fly ash, used as partial replacement to cement CEM I 42.5N, on the properties of fresh and hardened concrete. Fly ash, acquired from a local Thermal Energy Operations industry, based on the island of Mauritius is used to prepare various trial mixes namely FA5, FA10, FA15, FA20, FA25, FA30, FA40 and FA50 with partial replacement of cement by 5%, 10%,15%, 20%,25%, 30% , 40% and 50% of fly ash respectively. The behaviour and strength properties of the samples have been compared to an equivalent mix of plain cement concrete – FA0. At first the tests have been performed on mortar specimens to establish the optimum amount of fly ash which yields maximum compressive strength. As such, samples are prepared from 9 different mixes by substituting only cement by Fly Ash, keeping the total amount of binder constant. The cement, fly Ash, sand and water are mixed together in compliance with prevailing standards - EN 196-1. Mortar samples are cured and matured at 20°C. Results show that 15% fly ash replacement of cement yields a maximum compressive strength of 42.5 MPa equating to CEM II 42.5 equivalent strength. Fly Ash with LOI 5% is then used to prepare concrete samples. Concrete of grade 25 has been selected for testing activities to comply with its high demand in Mauritius, i.e. 60% of the local market. Tests are performed on cubes for each trial mix to determine the compressive and flexural strengths respectively after 2, 7 and 28 days. Compressive and Flexural strengths are found to vary in the range of 10.3 – 33.1 MPa and 0 – 9 MPa respectively for the said grade 25 concrete containing 263.5 Kg of cement and 46.5 Kg of fly ash per m3 of concrete.
Keywords: Fly Ash, Carbon Burn Out, Mortar, LOI, Cogeneration, Compressive and Flexural Strengths.
© Copyright 2021 Authors - This is an Open Access article published under the Creative Commons Attribution License terms. Unrestricted use, distribution, and reproduction in any medium are permitted, provided the original work is properly cited.
Date Received: 2020-11-30
Date Accepted: 2020-12-04
Date Published: 2021-03-10
1.0 Introduction
Energy in the form of electricity is a necessity for economic development and social progress. The necessity of providing electric power to the rapidly growing industries as well as agricultural sectors, mainly the sugar cane industry, has resulted in the establishment of 4 Coal based Thermal Power Stations in Mauritius [1,2]. In these Thermal Power Stations, the burning of coal at high temperature (950oC) produces 120 Kt of coal ash as a waste material. The huge quantity of coal ash being accumulated over the years is likely to become a serious problem for its disposal and cause severe environmental pollution leading to health hazards. To minimize all these effects, one of the alternatives is to promote large-scale utilization of Coal Ash as raw material in concrete and mortar. Though a large number of significant results [3, 4, 5, 6,7] have been reported on the use of fly ash in concrete, in Mauritius there is no literature or research available on the use of fly ash as partial replacement of cement in concrete.
The current transition objective of the government is to break the Linear System and shift towards a Circular Sustainable Economy with Concrete, incorporating Fly Ash and Cement. Presently the CEM II/A-V 42.5 is commercialised in the local market. Thus, reducing the importation of cement by 50ktons.
1.1 Carbon Burn-Out (CBO)
Authors have successfully carried out some researches in collaboration with the above local private power producer, regarding how to improve the Loss of Ignition (LOI) of Coal Ash, which is currently > 20% for Fly Ash [11,12] and >30% for Bottom Ash [8]. Because of the absence of necessary facilities on the island, both BA and FA were sent to Pune, India, to burn the latter in a small CBO model, namely ‘Thermax’ with appropriate testing carried out on the final product. The results were found to be a satisfactory with a LOI < 5%. After having complied with the local environmental regulatory exigencies, authorisation from the local authorities for the setting up of a Carbon Burn-Out unit [9] in the south of the island, was approved.
The idea behind the Carbon Burn-Out (CBO) project is to burn the extra carbon in the power plants' fly ash and bottom ash – and in the process, reduce their carbon content from 30% to < 5% (OTEOLB, 2013). The CBO unit re-injects the ash back into the furnace where it is further burnt to recuperate a certain amount of energy that is still contained in the waste material. The Fly Ash leaves the furnace with a lower amount of unburnt carbon as compared to before - currently < 2%. Since the beginning of 2019, this ash is added up to 20% in cement of standard CEM I 52.5 to produce a CEM II/A-V 42.5.
Figures 3-5 explicitly show the characteristics of these materials. The characterization of materials [13] was performed at LERM laboratory, France.
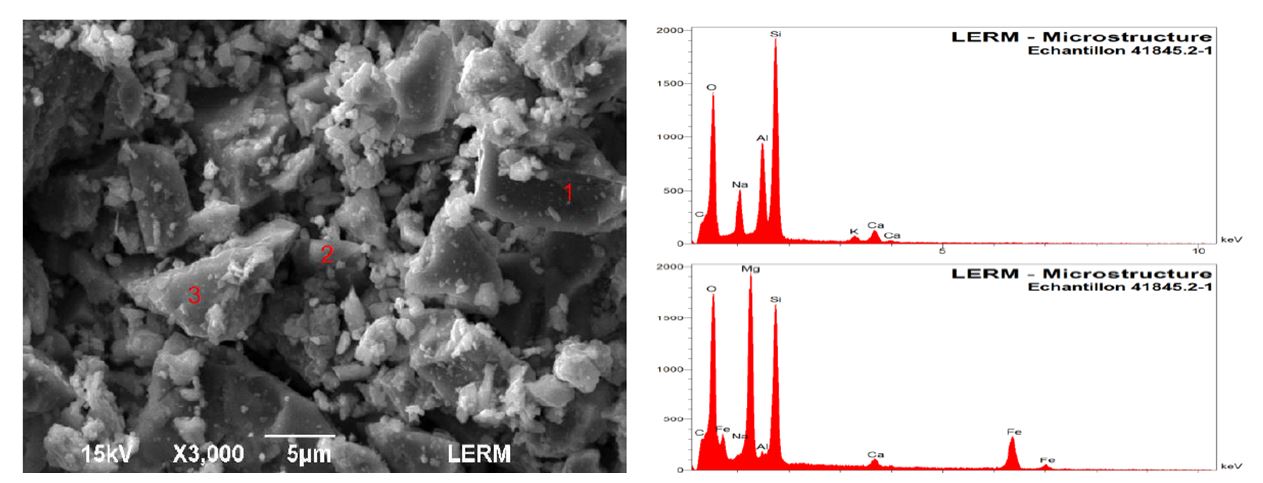
Microscopic studies on CEM I 52.5, Fly Ash, and Blend CEM II/A-V 42.5 (CEM I 52.5N + 20% Fly Ash) were carried out by SEM (Scanning Electron Microscope) combined with EDX (Energy-dispersive X-ray).
The CEM I 52.5 N has the following constituents and particles (fig 1):
- Portland clinker grains, some of which contain a phase of oxides of magnesium
- a few grains of calcium sulfates of similar diameter
- mineral grains of Silico Alumino Sodic nature, Silico magnesium, polyphase grains composed of silicon, aluminum, magnesium and iron elements. It could be pozzolanic, possibly of natural origin.
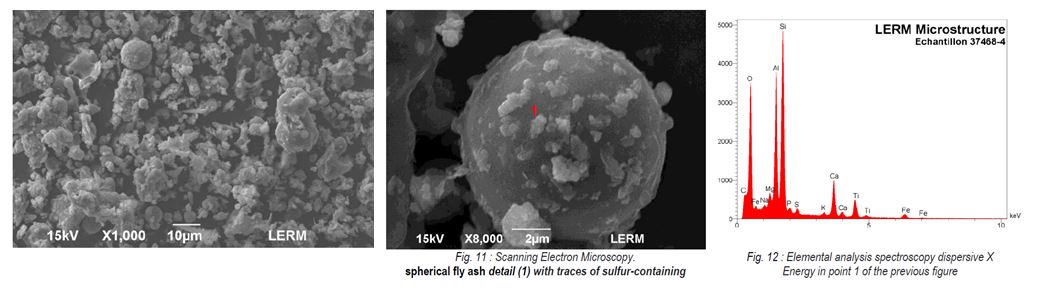
The Fly Ash consists of relatively fine particles (fig 2) with mean diameter between 5 and 15 microns (maximum diameter measured is in the range of 40 - 50μm, and the minimum diameter is 1μm). These particles have various forms, usually rather rounded to spherical ash. The surface appears to be smooth to granular with the main composition being silico-alumino-ferrous component, including traces of magnesium, calcium, sodium, phosphorus and titanium.
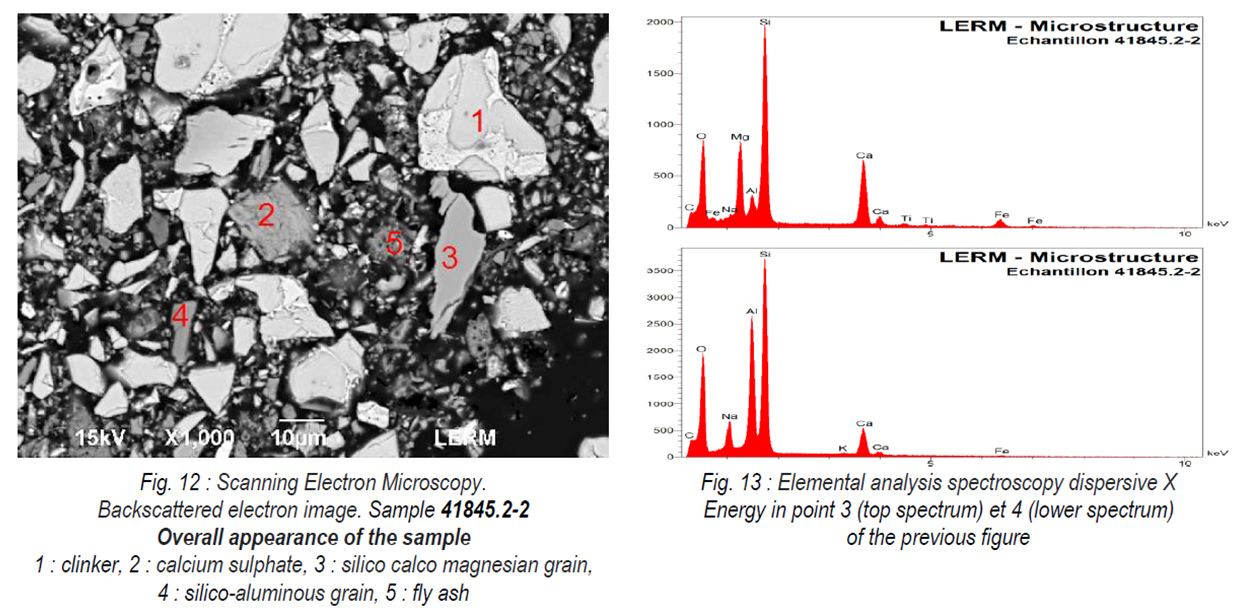
The blend CEM II/A-V 42.5 has the same constituents and particles as CEM I 52.5 N above, that is Portland clinker grains with a phase of oxides and of magnesium, grains of calcium sulfates, particles of Silico alumino Sodic nature, Silico magnesium, polyphase grains composed of silicon, aluminium, magnesium and iron elements and additionally CEM II/A-V 42.5 contains some aluminous silico fly ash, of various shapes (compact spheres, microporous grains) as shown in Fig. 3 below.
2.0 Experimental study
Samples of Fly Ash were received from a local Thermal Energy Operations industry, based on the island of Mauritius. Various tests were carried out in order to determine the compressive strength of hardened concrete after partially replacing cement by FA in the concrete mixes [14,15,16]. The fly ash sample was added to sand/cement mortars and then in concrete with the Fly Ash as partial replacement to cement. Prism and cube samples were tested to determine the compressive strength after 2 days, 7 days and 28 days respectively.
The effect of using FA as a replacement to cement in concrete was also determined on the compressive strength of the concrete, when tested in accordance with BS EN 12390-3:2009 ‘Testing hardened concrete - Compressive strength of test specimens’. Trial mixes were carried out with the only variable being the percentage by mass of cement and FA in concrete.
2.1 Mortar tests as per BS EN 197-1
(Year 2014)
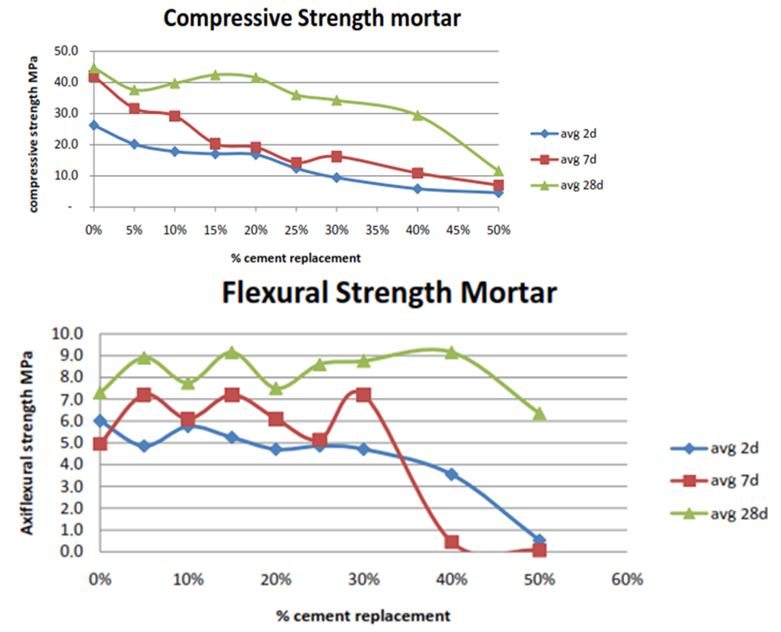
Mortar prisms 40 mm x 40 mm x 160 mm were prepared to determine the compressive and flexural strengths. Results are shown in Figure 4.
2.1 Concrete mix with 15% fly ash as partial replacement of cement
The following raw materials were used for the preparation of concrete samples:
Cement: Ordinary Portland Cement CEM I 42.5N, supplied by Kolos (Mauritius) Ltd.
Fly Ash: FA with LOI < 5%, as received from OTEO LB, Mauritius.
Fine Aggregates & Coarse aggregates: Natural sand conforming to BS EN 12620
Additive: A commercially available plasticizer, SikaPlast 60MU.
Based on results presented in fig 4, it is noted that the compressive strength starts to drop significantly above 25% of partial replacement of cement by Fly Ash with a LOI less than 5%. Results show that 15% fly ash replacement of cement yields a maximum compressive strength of 42.5 MPa equating to CEM II A42.5 equivalent strengths. It also reveals that there is decrease of 10% with the blend of 15% fly Ash compared to Control CEM I 42.5N.
2.2 Mortar tests as per BS EN 197-1 (Year 2018)
Based on results shown in Fig 8 above and with an aim to compensate the 10% decrease in compressive strength, CEM I 42.5N has been replaced by CEM I 52.5 N and Table 1 below explicitly shows the outcome.
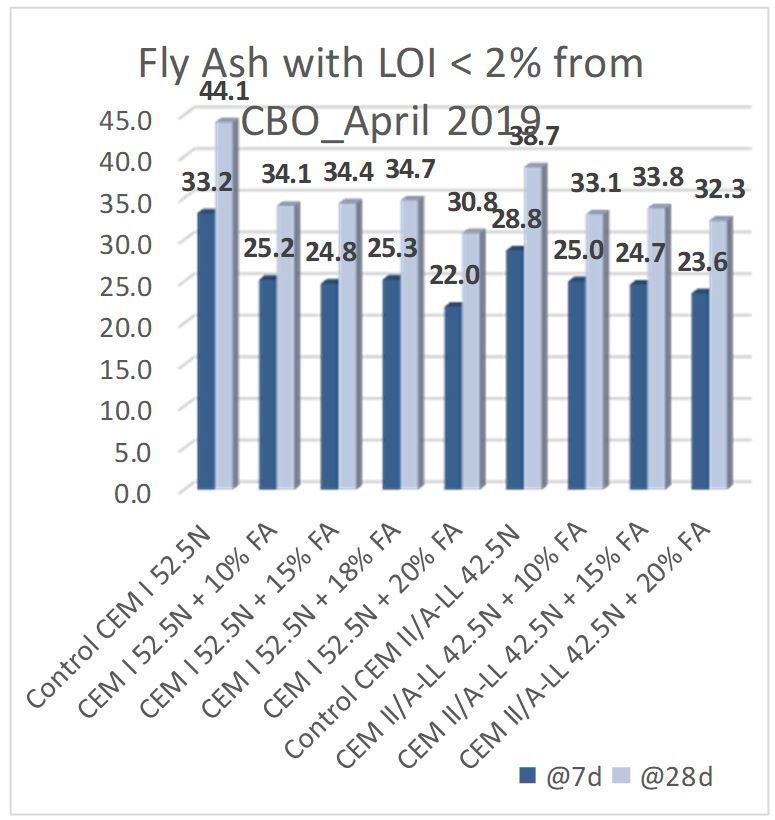
Table 1: FA with LOI < 2% as partial replacement in CEM I 52.5
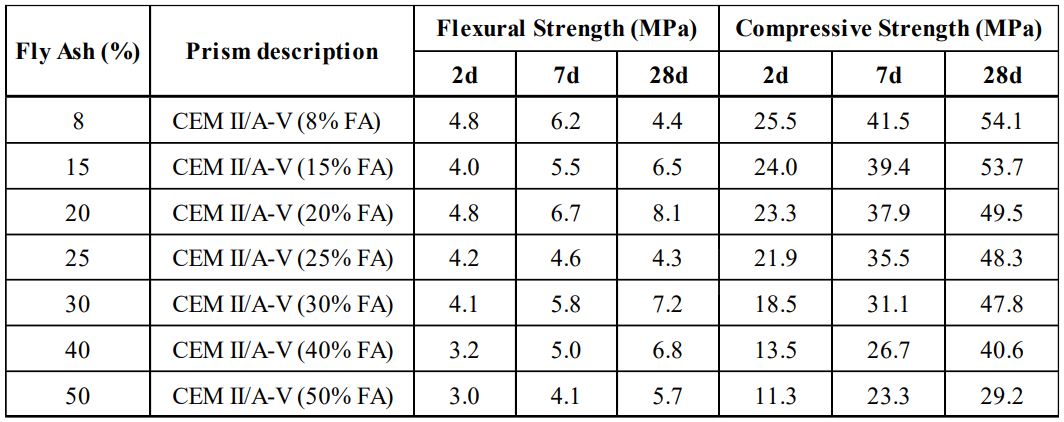
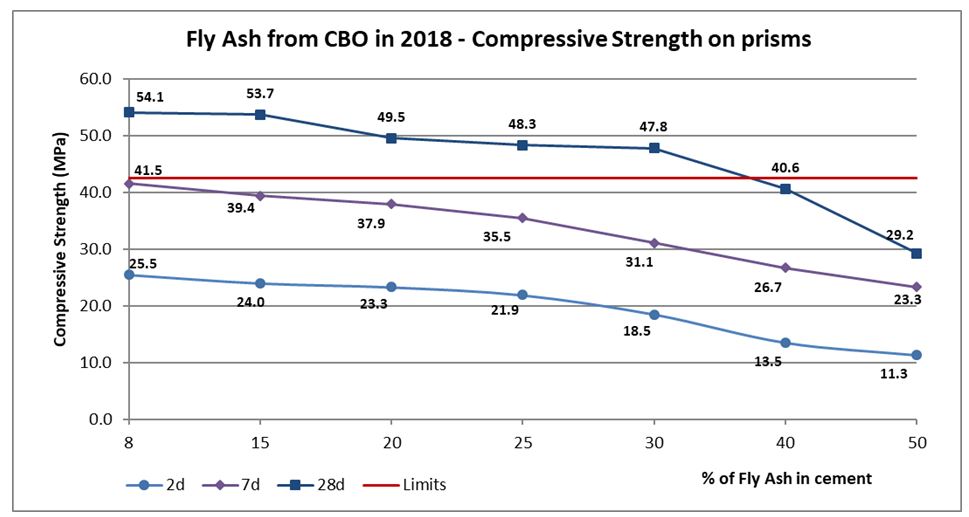
From Fig 6 we can observe two distinct levels
- First level there is no significant difference between 8% to 15%; compressive strength varies from 54.1MPa to 53.5 MPa
- Second level there is no significant difference between 20% to 30%, compressive strength varies from 49.5MPa to 47.8MPa
2.3 Fly Ash from Thermax Carbon Burn Out (CBO)
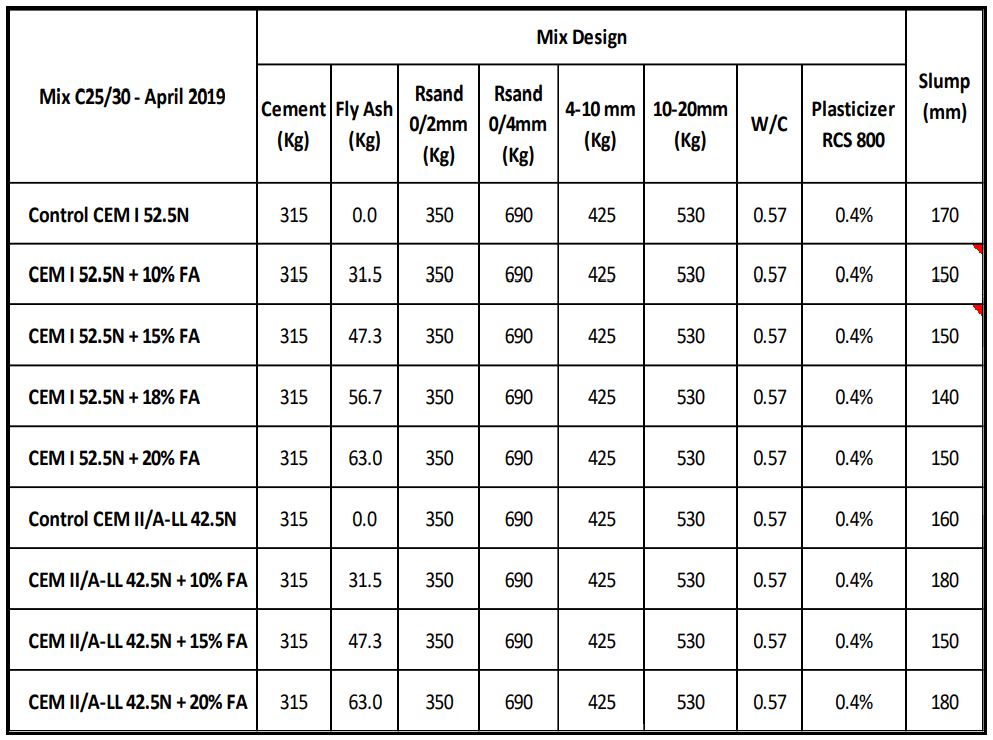
Tests performed on trial mixes in April 2019 with Fly Ash obtained from the Thermax Carbon Burn Out unit revealed the following results, which are further commented in the conclusion.
In the beginning of 2019, the process of CBO has been improved to obtain a Fly Ash with less carbon, compressive strength test has been carried out to compare with the initial Fly Ash used for testing at the start of the project in 2014.
Table 2 showed comparison between:
- Control CEM I 52,5N without addition (LOI=2.16%, Compressive strength on mortar 60.2 MPa@28d)
- Fly Ash as addition to CEM I 52.5
- Control CEM II/A 42.4-LL without addition (LOI=4.95%%, Compressive strength on mortar 44.8 MPa @ 28d)
- Fly Ash in CEM II/A-LL 42.5
To produce a CEM II/A 42.5 a maximum of 20% of Fly Ash is allowed as per BS EN 197-1, otherwise if Fly Ash addition is between 21% and 35% the Cement should be named as CEM II/B 42.5. That is why the trial mixes has been limited to an addition of Fly Ash of 20% maximum.
In mortar mix as per BS EN 197-1, the compressive strength for Control mix CEM I 52.5N is 34% higher than the control mix CEM II/A 42.5.
Table 2: FA with LOI < 2% as addition in CEM I 52.5
3.0 Conclusion
The study aimed to find percentage of Fly Ash which could be used as partial replacement in cement CEM I 42.5 and CEM I 52.5 to produce a new cement CEM II/A-V 42.5 which meet the requirements mentioned in BS EN 450-1.
It is very important to note that in 2014 at the beginning of the study OTEO LB has sent Fly ash with a LOI ≥ 20% and Bottom Ash, LOI >30% to Pune in India. The Fly Ash and the Bottom Ash have been burnt in a pro-type CBO Thermax model producing a Fly Ash of LOI 4.99%.
- It is noted that the compressive strength is broadly similar between 10% to 20% of Fly Ash and drastically decreases to 50% with 40% of Fly Ash.
- However, the flexural strength remained constant up to 40% of Fly Ash and starts to drop drastically when it reaches 50% of Fly Ash
- A 15% of partial replacement shows that the compressive strength is 10% lower than the control FA0 which can be explained by the strength activity index of 84% of the Fly Ash which is acceptable to a minimum of 85% as per BS EN 450-1
- In 2018 OTEO LB has burnt the same type of Fly ash with a LOI ≥ 20% and Bottom Ash, LOI >30% in the unique CBO in the world to produce a Fly Ash of LOI<2%
- Concrete Control Mix CEM I 52.5N is noted to be 12% higher than the control CEM II/A 42.5 whereas with 15% of Fly Ash in both CEM I 52.5 and CEM II/A 42.5, the concrete compressive strength is higher only by 1.7%.
- Similar to concrete, the maximum efficiency lies between 15% - 20% for mortars (Fig 9). However, the efficiency factor was higher for Fly Ash mortars than Fly Ash concrete samples up to nearly 25%> Further increase in Fly Ash % reduces efficiency factor for fly ash mortars compared to Fly Ash concrete, in terms of strength development.
- Irrespective of Fly Ash % and curing period, there is a good correlation between flexural strength and compressive strength.
- Fly Ash between 10% - 20% shows broadly similar compressive strength, which can be explained by the strength activity index of 92% of Fly Ash obtained from the fly Ash of LOI<2%
National benefits
For decades, Mauritius has been an island that has been highly dependent on imported goods that makes it vulnerable to the world market price drops and inflations. This system classifies the country as being only a consumer, hence any unforeseen events in the world market that could cut off supply of these goods (cement and coal) would jeopardise its economy. Therefore, the need to switch from a linear economy (consumer) to a circular economy is vital due to the increasing demand of cement. In order to achieve this, one of the potential possibilities is to move towards a circular economy by using a cement with Fly Ash waste which also offers opportunities for businesses to expand and export whilst contributing to the decrease in carbon footprint, thus making Mauritius a Sustainable Island [17].
Technical benefit
Incorporating Fly Ash into the concrete mixture has the tendency to improve its workability and reducing the water requirements for a given consistency [18,19,20]. Concrete produced from cement containing fly ash has greater longevity as its ultimate strength is enhanced, as well as an improvement in both the permeability and durability of concrete to chemical attack is noted [21,22,23]. Furthermore, it can be used as a thermal cracking mitigator, as it lowers the heat of hydration and causes formation of ettringite to occur normally. Based on the test results with lower loss on ignition values, it can be concluded that substituting CEM I 52.5 N with a maximum of 20% Fly ash can be used to produce equivalent CEM II A-V 42.5.
References
[1] Rafieizonooz, M., Mirza, J., Salim, M.R., Hussin, M.W. And Khankhaje, E., 2016. Investigation of coal bottom ash and fly ash in concrete as replacement for sand and cement. Construction and Building Materials, 116, 15-24. View Article
[2] Thomas, M.D.A., Hopkins, D., Girn, G., Munro, R. And Muhl, E., 2002, June. The use of high-volume fly ash in concrete. In: Proceedings, 7th international gypsum and fly ash science and technology conference, Toronto.
[3] Abushad, M. And Sabri, M.D., Comparative Study of Compressive Strength of Concrete with Fly Ash Replacement by Cement. International Research Journal of Engineering and Technology (IRJET), 4(7), 2627- 2630, 2017
[4] Langley, W.S. And Leaman, G.H., Practical uses for high-volume fly ash concrete utilizing a low calcium fly ash. Special Publication, 178, 545-574, 1998
[5] Nguyen, V.H., Leklou, N., Aubert, J.E. And Mounanga, P., 2013. The effect of natural pozzolan on delayed ettringite formation of the heat-cured mortars. Construction and Building Materials, 48, 479-48, 2013. View Article
[6] Pavoine, A., Brunetaud, X. And Divet, L.,The impact of cement parameters on Delayed Ettringite Formation. Cement and Concrete Composites, 34(4), 521-528, 2012. View Article
[7] Coppola, L; Troli, R; Zaffaroni,P ; Belz, G ; and Collepardi, “ Influence of unburnt carbon in the performance of concrete mixtures”, Volume 178 , 1998
[8] Mauritius CEB annual reports publication, 2017
[9] Mauritius Central Statistics Office (CSO), 2018
[10] The Technical Advisory Committee report (TAC), Report of Republic of Mauritius, 2008
[11] Barnes, D.I. And Sear, L.K.A., Ash utilisation from Coal-based power plants, Quality Ash Association, 2006.
[12] Styszko-Grochowiak, K., Gołaś, J., Jankowski, H. And Koziński, S., Characterization of the coal fly ash for the purpose of improvement of industrial on-line measurement of unburned carbon content. Fuel, 83(13), 1847-1853, 2004. View Article
[13] Bouzoubaâ, N., Zhang, M. H., Bilodeau, A. And V. M. Malhotra, P. K.,Mechanical Properties and Durabilitiy of Concrete with High Volume Fly Ash Blended Cement. Sixth CANMET /ACI/JCI International Conference, 575, 1998
[14] Collepardi, M., Collepardi, S., Olagot, J.O. And Simonelli, F., The influence of slag and fly ash on the carbonation of concrete. In: Proc. of 8th CANMET/ACI Int. Conf. on Fly Ash, Silica Fume, Slag, and Natural Pozzolans in Concrete, held May (pp. 23-29), 2004
[15] Chindaprasirt and al.,Influence of Mae Moe Fly Ash Fineness on Characteristics Strength and Drying Shrinkage Development of Blended Cement Mortars. Eighth East Asia –Pacific conference on Structural Engineering and Construction, Singapore, paper no. 1191, 5-7. December 2001, p.6, 2001
[16] Tangtermsirikul, s;) “Development of Fly Ash usage in Thailand”, Proceedings of the International Workshop on Project management, Kochi, Japan: pg 39-49, 2005
[17] Malhota, V, M and Mehta, K.P; Pozzolanic and cementitious materials, 2004. View Article
[18] Malhotra, V. M. And Metha, P. K.,High-Performance High-Volume Fly Ash Concrete: Materials, Mixture Proportioning, Properties, Construction practice, and Case Histories. Second edition. January 2005.
[19] Phethany, Y; Julnipitawong P; Saengsoy W; Tangtermsisrikul S;) “study on workability and compressive strength of high LOI Fly Ash “7th International conference of Asian Concrete Federation -Hanoi Vietnam 2016
[20] Somna, R., Jaturapitakkul, C. And Amde, A.M., 2012. Effect of ground fly ash and ground bagasse ash on the durability of recycled aggregate concrete. Cement and concrete composites, 34(7), 848-854, 2012. View Article
[21] Thomas, M., Folliard, K., Drimalas, T. And Ramlochan, T.,Diagnosing delayed ettringite formation in concrete structures. Cement and concrete research, 38(6), 841-847, 2008. View Article
[22] Thomas, M.D.A., Hopkins, D., Girn, G., Munro, R. And Muhl, E.,The use of high-volume fly ash in concrete. In: Proceedings, 7th international gypsum and fly ash science and technology conference, Toronto., 2002
[23] Zhang, M.H., Blanchette, M.C. And Malhotra, V.M., Leachability of trace metal elements from fly ash concrete: results from column-leaching and batch-leaching tests. Materials Journal, 98(2), 126-136., 2001. View Article